奧運鳥巢(國家體育場)作為北京2008年奧運會的標(biāo)志性建筑,其獨特的鋼結(jié)構(gòu)外觀已成為經(jīng)典的文化符號。以此為主題的紀念擺件,通常采用注塑工藝批量生產(chǎn)。這類擺件的模具結(jié)構(gòu)設(shè)計,尤其是如何實現(xiàn)復(fù)雜鏤空結(jié)構(gòu)的順利脫模,是精密模具設(shè)計的典范。下面我們將深入剖析其模型設(shè)計與脫模機制。
一、 模型設(shè)計特點與挑戰(zhàn)
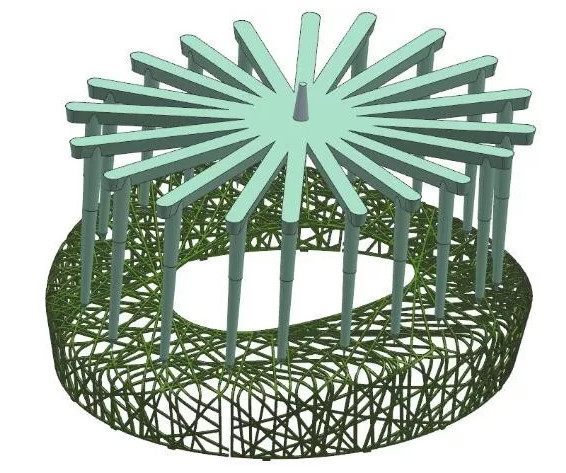
鳥巢擺件的模型核心在于還原其錯綜復(fù)雜的交叉鋼構(gòu)網(wǎng)絡(luò)。這給注塑模具設(shè)計帶來了兩大主要挑戰(zhàn):
- 大量側(cè)向凹槽與孔洞:鋼構(gòu)交織形成的無數(shù)空隙,意味著模具型腔內(nèi)存在大量阻礙制品直接頂出的“倒扣”結(jié)構(gòu)。
- 整體薄壁與結(jié)構(gòu)強度:為控制成本與重量,擺件通常為薄壁制品,但同時又需保持“鋼構(gòu)”的視覺粗細感和整體強度,對塑料的流動性、填充和冷卻要求高。
因此,模具設(shè)計必須解決這些倒扣結(jié)構(gòu)的成型與脫模問題。
二、 核心脫模結(jié)構(gòu)設(shè)計解析
鳥巢擺件的脫模無法通過簡單的動、定模分型和頂針頂出來實現(xiàn),其關(guān)鍵在于廣泛應(yīng)用了側(cè)向抽芯機構(gòu)和特殊頂出設(shè)計。
1. 側(cè)向抽芯(行位)機構(gòu):解決主要倒扣
- 工作原理:對于擺件側(cè)面和內(nèi)部大的、連貫的凹陷與孔洞,模具會設(shè)計多個側(cè)向活動的成型塊(即行位)。開模時,在斜導(dǎo)柱、彎銷或液壓缸的驅(qū)動下,這些行位會先于頂出動作,沿側(cè)向(通常是水平方向)從制品中抽出,從而解除對制品的主要包圍。
- 在鳥巢擺件中的應(yīng)用:設(shè)計師會將錯綜的鋼結(jié)構(gòu)圖案分解,將阻礙脫模的部分設(shè)計在多個行位上。一個擺件模具可能包含數(shù)十個甚至更多的精密行位,它們按特定順序和方向抽離,如同“化整為零”,將包圍制品的“鳥巢”拆解開來。
2. 斜頂機構(gòu):解決內(nèi)部倒扣
- 工作原理:對于產(chǎn)品內(nèi)部較淺的倒扣或凹陷,常使用斜頂。斜頂兼具頂出和側(cè)向移動的功能。頂出時,它在頂桿的推動下向上運動,同時由于斜導(dǎo)槽的引導(dǎo),會產(chǎn)生一個水平的側(cè)移,從而從倒扣中脫出。
- 在鳥巢擺件中的應(yīng)用:可用于處理內(nèi)部一些較小的交叉節(jié)點處的倒扣,與行位機構(gòu)協(xié)同工作。
3. 螺紋或旋轉(zhuǎn)脫模(如適用)
- 如果鳥巢擺件設(shè)計有底座或連接件涉及螺紋結(jié)構(gòu),可能會采用齒輪齒條或液壓馬達驅(qū)動的旋轉(zhuǎn)脫模機構(gòu),在頂出前或頂出過程中使螺紋型芯旋轉(zhuǎn)退出。
4. 氣輔頂出與細密頂針
- 氣輔頂出:由于結(jié)構(gòu)復(fù)雜、接觸面積大、薄壁件易真空吸附,模具可能設(shè)置氣道,在開模時注入壓縮空氣,幫助制品與型芯分離,輔助脫模。
- 細密頂針布局:在允許的位置(如結(jié)構(gòu)背面、底部或較粗的“鋼構(gòu)”下方)均勻布置大量細小頂針,確保頂出時受力均勻,防止局部頂白或變形。頂針本身也可能設(shè)計在行位或斜頂上。
三、 模具結(jié)構(gòu)與動作順序
一套完整的鳥巢擺件注塑模具,其開模與脫模順序經(jīng)過精心編排:
- 開模:動定模主分型面打開。
- 側(cè)向抽芯:斜導(dǎo)柱帶動主要行位向外側(cè)移動,從制品四周抽離。復(fù)雜情況下可能分多段、多方向順序抽芯。
- 頂出準(zhǔn)備:主抽芯完成后,頂出系統(tǒng)啟動。
- 復(fù)合頂出:頂針板推動頂針、斜頂?shù)韧瑫r動作。斜頂在頂出制品的同時完成內(nèi)部小倒扣的側(cè)向脫模。氣輔系統(tǒng)可能同步吹氣。
- 制品脫落:制品完全脫離所有型芯,自由落下或被機械手取走。
- 合模復(fù)位:所有運動部件(頂針、斜頂、行位)精確復(fù)位,準(zhǔn)備下一次注射。
四、 模型設(shè)計的輔助考量
- 拔模斜度:在盡可能不影響外觀的前提下,在每個“鋼構(gòu)”側(cè)面設(shè)計微小的拔模斜度,是減少脫模阻力、防止拉傷的最基本且重要的措施。
- 分型線規(guī)劃:分型線的位置選擇至關(guān)重要,需盡可能隱藏在制品不易察覺的部位,同時便于加工和排氣。對于鳥巢擺件,分型線常規(guī)劃在底部邊緣或沿著某條自然的結(jié)構(gòu)線。
- 模具材料與拋光:型腔、型芯、行位、斜頂均需使用高硬度、高拋光性的模具鋼(如S136等),并進行鏡面或紋面拋光,以確保制品表面光潔,并能減少脫模摩擦力。
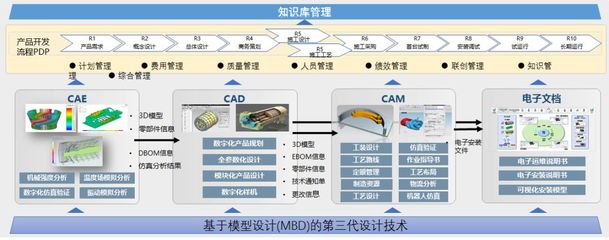
- CAE分析:在設(shè)計階段,會使用模流分析軟件(如Moldflow)模擬塑料填充、冷卻和翹曲,優(yōu)化澆口位置(通常采用多點潛伏式澆口或細水口從底部進膠)、冷卻水道布局,以保障成型質(zhì)量,減少因內(nèi)應(yīng)力導(dǎo)致的脫模困難。
###
奧運鳥巢擺件的注塑模具,是藝術(shù)性與工程技術(shù)的完美結(jié)合。其脫模奧秘不在于某種單一的技術(shù),而在于通過精密的模型分解、巧妙的側(cè)向抽芯機構(gòu)組合、嚴謹?shù)膭幼黜樞蚩刂埔约凹氈碌墓に嚳剂?/strong>,將看似“無法脫模”的復(fù)雜幾何體,轉(zhuǎn)化為可高效、穩(wěn)定生產(chǎn)的工業(yè)產(chǎn)品。這背后凝聚了模具設(shè)計師對產(chǎn)品結(jié)構(gòu)、塑料特性及模具運動原理的深刻理解與創(chuàng)新應(yīng)用。